

Перитонеаль диализ эремәсе (CAPD) җитештерү линиясе




БезнеңПеритонеаль диализ эремәсе җитештерү линиясе, Компакт структуралы, кечкенә урынны били. Төрле мәгълүматларны көйләргә һәм эретеп ябыштыру, бастыру, тутыру, CIP һәм SIP кебек температура, вакыт, басым өчен сакларга мөмкин, шулай ук кирәк булганда бастырып чыгарырга мөмкин. Төп җайланманы синхрон каешлы серво мотор берләштерә, төгәл позиция. Алдынгы масса агымы үлчәгече төгәл тутыру бирә, күләмне кеше-машина интерфейсы ярдәмендә җиңел көйләргә мөмкин.
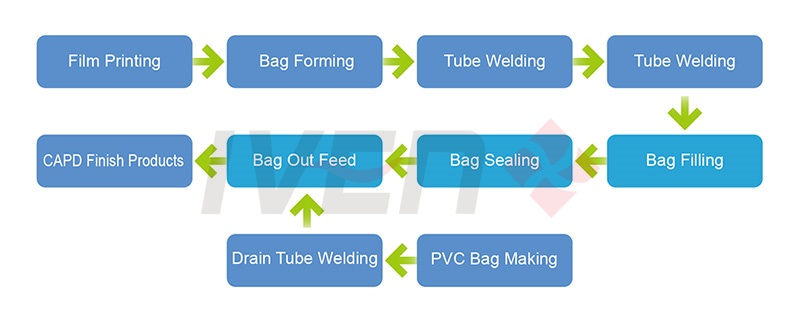
CAPD эремә капчыкларын бастыру, формалаштыру, тутыру һәм ябыштыру, торбаларны эретеп ябыштыру, ПВХ капчык ясау машинасы өчен.

Икеләтә ачык калып структурасы һәм флуктуацияле калып белән периферик эретеп ябыштыру суыту пластинасы белән җиһазландырылган, флуктуацияле калыпны бер үк температурада тота, һәм калыплаштыру процессында җиһазларның кайнар мембрана материалын пешермәвен тәэмин итә; продукт сыйфатын яхшырта.
Алюминий эретмәсеннән ясалган җылыту пластинасындагы җылыту торбалары һәм термопара, җылыту һәм җылылык тапшыру бер төрле, температураны контрольдә тоту төгәл, җылылык югалтуны киметә, чын температура күренми һәм температура күрсәткечләре бер үк дәрәҗәдә булмый, шуның белән эретеп ябыштыруның сыйфатын тәэмин итә.
Пленканы 100% куллану, капчыклар һәм төркемнәр арасында калдыклар юк.
Формалаштыру формасы махсус эшләнгән. Беренче төркемнең соңгы формалаштырылган капчыгы икенче төркемнең беренче формалаштырылган капчыгы белән бергә киселәчәк. Капчыкларны сузганда пленканы сөйрәп тоту өчен бу яхшы. Пленканың сузылуын һәм капчыкның сузылуын синхрон рәвештә башкарырга мөмкин булган бер система гына гарантияли ала. (Һәр төркем арасында һәр вакытта бер үк тартылу пленкасы озынлыгы гарантияләнә, ягъни төрле төркемнәр арасында калдык кырыйлары юк - җирле җитештерүче һәр төркем арасында калдык кырыйлары бар.)
Төрле продуктларның спецификацияләре өчен калыпны алыштырганда, өске калыпны гына алыштырырга кирәк, аскы калыпны көйләргә мөмкин, бу алыштыру вакытын шактый экономияләргә мөмкинлек бирә. Калыпны формалаштыру махсус материаллар һәм махсус калып җитештерүчеләрнең махсус процессы ярдәмендә ясала, бу 100 миллион капчыкның сыйфаты һәм хезмәт итү вакыты өчен билге куймаска ярдәм итә.
Пластикны эретеп ябыштыру үзенчәлекләренә туры китереп, ике югары температурада эретеп ябыштырганнан соң, аны формалаштыру өчен шунда ук салкын эретеп ябыштыру кулланылырга тиеш. Бу пластикның ныклыгын тәэмин итә һәм матур күренеш бирә. Шуңа күрә, икенче эретеп ябыштыру портлары салкын эретеп ябыштыруны таләп итә, эретеп ябыштыру температурасы чын суыту суы температурасына (15ºC-25ºC) туры китереп, вакыт һәм басым көйләнергә мөмкин.
Патентланган дизайны белән, чүп кырыйларын бетерү станциясе гади һәм ышанычлы, югары үткәрүчәнлек дәрәҗәсе 99% ка кадәр һәм аннан да югарырак. Өске һәм аскы юнәлеш бирүче таяклар капчык формалаштырганнан соң чүп пленкасын кыса һәм аны юнәлеш бирүче цилиндр белән ерта, шуның белән капчык формалаштырыла. Өчпочмаклы чүп кырыйлары махсус җайланма ярдәмендә җыела. Автоматик чүп кырыйларын бетерү станциясе ясалма ертылуның тискәре йогынтысын киметеп кенә калмый, ә капчыкның матур формасын да тәэмин итә ала.
E + H масса агымын үлчәү һәм югары басымлы тутыру системасын кулланыгыз.
Ешлыкны контрольдә тотучы насос басымны контрольдә тота, торба үткәргечне тоташтыру өчен югары басымга чыдам медицина силикон торбасы кулланыла, җиңел хезмәт күрсәтелә, чистарту өчен үле урыннар юк.
Югары тутыру төгәллеге, капчыксыз һәм квалификацияле капчыксыз, тутыру юк.
Тутыру башлары тигез өслек ябыштыруның патент технологиясен куллана, портлар арасындагы диварлар белән бәйләнеш юк, шуңа күрә кисәкчәләр барлыкка килү өчен ышкылу юк; ул шулай ук портларның зурлыгы үзгәрү сәбәпле, портларның тутыру башлары белән ачылуына китерә торган эремәнең ташып чыгуын булдырмый.
Ул алдынгы PLC контролен һәм интеграцияләнгән клапан терминалы ысулын куллана, гади схема, тиз эшләү реакциясе, куркынычсыз һәм ышанычлы эшләве. Тутыру өлеше герметик өлеш белән бер блокка интеграцияләнгән, аңа бары тик бер электр контроле системасы һәм бер кеше-машина интерфейсы белән эшләү блогы кирәк; ким дигәндә бер оператор кыскартыла, ике оператор арасындагы туры килмәү кебек кимчелекләрдән котыла һәм җиһазларның куркынычсызлыгын һәм ышанычлылыгын арттыра.
Сенсорлы экран дисплейда күрсәтелә һәм барлык температура контролен төгәл башкара. Аеруча башлау һәм туктату моментларында кечкенә тирбәнешләр булганда, түземлек ±1℃ булырга мөмкин.
Басма панеле алюминий пластинага S/S шпилька болты белән урнаштырылган, озак вакыт кулланганнан соң пластинадагы тишек җебенең йомшаруына юл куймагыз.
Пленка ролигы пленканың тартылуын һәм шома эшләвен тәэмин итү өчен 4 яктан тигез тартылу белән урнаштырыла. Пленка ролигы сул һәм уң якларда көйләнергә мөмкин булган урнаштыру пластинасы белән беркетелгән, бу тукландыру тизлеген һәм төгәллеген тәэмин итә.
Алдан җылыту станциясе һәм җылылык герметизацияләү станциясе форма температурасын ачыклау өчен пружиналы энәле зонд куллана, урнаштыру һәм сүтү уңайлы, ватылуга авыр, ± 0,5°C аралыгында түземлелек.
Цилиндрны саклау өчен, аның озак вакыт җылынуыннан саклану өчен, герметик урнаштыру ысулын үзгәртегез.
Профессиональ тышкы электр үткәргечләре, төрле классификацияләр, матур тышкы кыяфәт һәм уңайлы хезмәт күрсәтү буенча чыбыкларны аерыгыз.
Аскы калыпны ныгытыгыз, ләкин машина сүнгәндә пленканы саклап калу өчен суыту пластинасын саклап куегыз.
Әйләнә-тирәдәге җылылык белән герметизацияләү махсус калыпны куллана, өске калыпның суыту пластинасын пружиналы белән урнаштыра.
Тыгылу һәм тыгылу проблемасын хәл итү, хезмәт күләмен киметү өчен автоматик ашату системасын өстәгез. Продукциянең үтә күренмәлелеген арттыру өчен ионлы җил белән чистарту һәм торгызу җайланмасын өстәгез.



